 |
| |||||||||||||||






By Jim Brook, Product Manager, TIG Solutions, Miller Electric Mfg. Co.
For as long as anyone can remember, the prevailing wisdom was that in order to get the best results, anyone who was TIG welding aluminum, magnesium or other alloys that required an AC arc had to use a pure tungsten electrode.
But not anymore. For the last five years the industry has made a dramatic shift toward inverter-based AC TIG welders that incorporate advanced squarewave technology to improve weld quality, increase travel speed and reduce operating costs.
However, in order to gain the maximum benefits from inverter technology, selecting the right tungsten now becomes an increasingly more critical issue. In the past, pure tungsten was the only choice for AC TIG welding. But that's no longer the case with the latest inverter technology. Today, industry experts recommend against pure tungsten in favor of the new "rare earth" tungstens. By adding elements such as cerium or lanthanum these electrodes outperform pure tungsten.
Inverters Add Key Benefits
A quick review is in order. About 30 years ago, Miller Electric invented and patented the squarewave AC output and adjustable balance control function found in its line of Syncrowave® TIG welders. This technology made the transition through the zero amperage range faster than a regular sine wave, which improved arc starts and created a more stable arc. With balance control, the operator could change the duration of the AC half cycle, adjusting the electrode negative (EN) from 32 up to 68 percent.
Today, the next generation of this technologyAC TIG inverterfeatures three advanced squarewave technology capabilities.
First: The AC TIG inverter produces incredibly smooth, stable arcs because the squarewave is driven through the zero point thousands of times faster than a rectifier-based welder. Miller's Dynasty® inverters are so fast that its built-in, high frequency capabilities are used for arc starting only. They also offer Lift-Arc starting capabilities to eliminate the use of high frequency completely, even on AC.
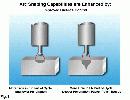
Second: Inverter-based welders extend EN balance control. The Dynasty lets operators fine-tune duration times from 50 percent to 90 percent. Making the EN portion of cycle last longer achieves greater penetration; narrows the weld bead; increases travel speeds up to 20 percent; may permit using a smaller diameter tungsten to more precisely direct the heat or make a narrower weld bead; and, reduces the size of the etched zone for improved cosmetics (see fig. 1).
Third: Inverter-based welders let operators adjust the welding output frequency, from 20 to 250 Hz in the case of the Dynasty. Conventional welders have a fixed output of 60 Hz. Lowering the frequency produces a broader arc cone, widening the weld bead profile, which is great for build-up work. Increasing frequency above 60 Hz produces a tight, focused arc cone. This pinpoint heat control drives more heat into the weldment for better penetration and a narrower weld bead, which helps when welding in corners, on root passes and fillet welds or anywhere precision welding is required (see fig. 2).
An AC TIG inverter is ideal for welding aluminum because it allows you to fine-tune the weld bead profile by controlling arc cone shape and arc force through increased balance and frequency control. It helps to think of an inverter as if you're adding a nozzle to a fire hose. It lets you change the shape and force of the "water" (welding current) from a wide fan to a more focused stream. If you want a softer, wider arc, you back off on the AC frequency. If you want to a more forceful, stiffer arc, you can tighten the frequency. The net effect is that advanced squarewave technology provides better control of the bead profile. Note that AC frequency predominantly affects arc width and penetration, while balance control affects cleaning action, tungsten life and penetration.
Rare Earth Maintains Point
Until advanced squarewave technology was developed, operators used pure tungsten for AC applications because the rare earth tungstens, while working great on DC applications, sometimes formed little nodules, similar to the head of a cauliflower, as a result of the additional AC heat. In the DC mode, 30 percent of the heat goes to the electrode and 70 percent is directed at the work (see fig. 3). But in AC welding, because the current alternates between the work and the tungsten, more heat is directed at the electrode. That's a problem because the rare earth tungsten then starts to crack and split, and the electricity, or arc, will come off at various angles. As we know, electricity is always trying to find the path of least resistance. As a result, your arc will wander. You also run greater risk of tungsten inclusions (for a video demonstration, go to www.MillerWelds.com/ACTIG).
While pure tungsten traditionally holds up to heat better because it rounds off instead of forming those little nodules, it's not the perfect answer. That's because welding in AC, combined with the characteristics of pure tungsten, results in the tungsten balling up, which produces a wider arc cone and may lead to subsequent arc wandering. And when the pure tungsten ball exceeds the outside diameter of the tungsten, you're running the risk that it can get so hot that it results in tungsten spitting and contamination of the weld puddle.
Because rare earth tungsten doesn't ball up like pure tungsten, the solution to reaping the full benefits of the advanced inverter technology is to take more of the heat off of the tungsten. The inverter lets us do that through increased balance control and output frequency. With less heat focused on the tungsten, we minimize the nodules and maintain a pointed electrode. Since a pointed electrode provides a narrower, more focused arc than rounded pure tungsten, operators can enhance arc control and direct the heat more precisely at the joint. This minimizes distortion and bead width.
An important aside here: Just to clarify what we mean by a pointed electrode, we recommend a truncated point because when a needlepoint head gets overheated it can fall into the weld, and that's something you definitely don't want (see fig. 4).
Of course, if you have a weld procedure that insists on pure tungsten, inverters with extended balance control and AC frequency adjustment can focus heat into the weld and off of the electrode. Your arc will perform more like a conventional squarewave (e.g., you won't get the full benefits of TIG inverter technology).
Experts Weigh In
In selecting rare earth tungsten, industry experts recommend 2 percent ceriated, 1.5 percent lanthanated or 1 percent lanthanated. That's because ceriated and lanthanated hold up better for AC applications than 2 percent thoriated, and are radiation free, unlike thoriated. The most common electrode used in DC applications remains thoriated. However, because of concerns about radiation, most experts strongly recommend ceriated and lanthanated electrodes for both AC and DC welding because of their superior performance and the fact that they are radiation free. Tests have demonstrated that the ceriated and lanthanated electrodes are equal to thoriated electrodes in terms of their welding properties and even surpass them in some respects. Both the ceriated and lanthanated electrodes are DC- and AC-weldable and can be used universally for almost every welding task.
Of course, not all electrodes are created equal: there are quality electrodes and there are ones of substandard quality. A quality electrode is one with uniform oxide distribution in the tungsten matrix. Finely and uniformly distributed oxides have a positive effect on such welding properties as arc stability, ignition behavior, consumption rate and service lifetime.
Differences exist even within the rare earth tungstens. As a result of the deformation process during the manufacture of electrodes, the oxides have been elongated and appear in the structure as linear phases. The oxides of a ceriated electrode are finer and more uniformly distributed than those of a thoriated electrode. Electrode manufacturers have instituted quality assurance checks that test a number of factors: chemical content, grain size, density, diameter, hardness, length, straightness and roughness.
Another advantage of selecting rare earth tungsten in combination with advanced squarewave technology is that you can go to a smaller-size tungsten than you could in the past. Its the perfect win-win situation: You gain greater control with a more focused arc and you save money on tungsten (see fig. 5).
For example, with Miller Electric's Dynasty 200 you should never have to exceed a 3/32-in. tungsten. With the frequency and balance control on that equipment, you can weld at up to 200 amps with 3/32-size tungsten. There's really no need to go to 1/8-in. or the larger diameters.
When selecting a tungsten type for a particular welding job, here's a helpful checklist to run through before settling on your choice:
- What type of metal is being welded?
- Which welding output is required: AC or DC?
- What type of welding power source is needed: traditional or an inverter, with extended balance control and adjusted output frequency?
- What range of amperage is needed?
- What diameter of electrode is required and how is it sharpened?
If you're welding aluminum or magnesium and choose an AC inverter, but you make the wrong tungsten selection, you won't get the maximum benefits from the advanced squarewave technology. And it will cost you money in the long run. On the other hand, if you make the right tungsten selection, you can significantly enhance your productivity and, ultimately, your profitability. Here's how.
Some fabricators are reluctant to purchase an inverter because they cost more than traditional welding equipment. But take a closer look. A return-on-investment calculation reveals that an inverter makes much better economic sense in the right applications.
For example, Miller Electric's Syncrowave® 250 has a list price of $2,457. By contrast, the Dynasty 300 DX costs $4,605. However, the cost difference quickly evaporates because this inverter can:
- Improve control over weld depth-to-width ratios.
- Weld up to 1/2-in. aluminum (vs. 3/8 for the Syncrowave 250).
- Establish the weld puddle much faster.
- Increase travel speeds.
- Reduce welding and post-welding finishing time.
- Cut tungsten and gas consumption.
- Eliminate arc wandering.
- Offer weight-saving portability.
Based on a recent case study, you could reduce welding time by 25 percent with an inverter such as the Dynasty. Therefore, a 40-hour project will now take 30 hours to complete. This creates the potential to bill an additional 10 operator hours per week. If you charge customers the common industry standard of $35 per hour for TIG services, your inverter can increase your profitability by $350 per week.
In other words, in less than seven weeks the benefits of inverter-based technology eliminate the cost difference between a Syncrowave and a Dynasty. Moreover, complete payback occurs in about 13 weeks, which eclipses the two-year time frame many purchasing agents use for this type of equipment.
Another dollars and cents point: advanced squarewave technology directs more heat at the work. That means you may not need as big an inverter as you would with traditional technology. That makes the cost of the inverter more affordable. For example, the Dynasty 200 DX, which has a list price of $2,880, has a 5 to 200 amp output, but it can weld 3/8-in. thick aluminum in a single pass (almost as thick as a 250 amp conventional machine).
Clearly, the benefits gained when welding aluminum or magnesium more than outweigh the cost of upgrading to an inverter power source. And just as clearly, the task of selecting the right tungsten for the job is the critical factor in maximizing those benefits.